REGENERACJA I BADANIA OKRESOWE BUTLI GAZOWYCH LPG - Zakład Mechaniczny-Sobiesiak



Menu główne:
REGENERACJA I BADANIA OKRESOWE BUTLI GAZOWYCH LPG
Usługi

Prowadzimy profesjonalną regenerację butli gazowych, na specjalistycznych liniach produkcyjnych zaprojektowanych dla zapewnienia najwyższej jakości naszych usług.
Prowadzimy usługi serwisowe wszystkich typów butli gazowych LPG, wraz z badaniami okresowymi, zgodnie z przepisami ADR (6.2.1.6). Odnawiamy powłokę lakierniczą z wizerunkiem graficznym według specyfikacji klienta.

ZAKRES REGENERACJI
- rozładunek butli,
- oględziny wizualne butli,
- odgazowanie butli,
- wykręcanie armatury i wietrzenie butli,
- czyszczenie butli poprzez śrutowanie,
- malowanie proszkowe butli,
- badania okresowe (legalizacja) jeśli jest taka potrzeba,
- malowanie logo metodą sitodruku,
- tarowanie, czyszczenie i kalibracja gwintu pod zawór
- montaż armatury,
- załadunek butli.
UWARUNKOWANIA TECHNOLOGICZNE NASZEGO ZAKŁADU
- LINIA DO DEMONTAŻU ARMATURY I EWAKUACJI RESZTEK wyposażona w kołyskę odsysającą, rolkotoki do transportu butli między urządzeniami, wykręcarkę zaworów, ażurowe paletokontenery do przewietrzania i transportu operacyjnego butli.

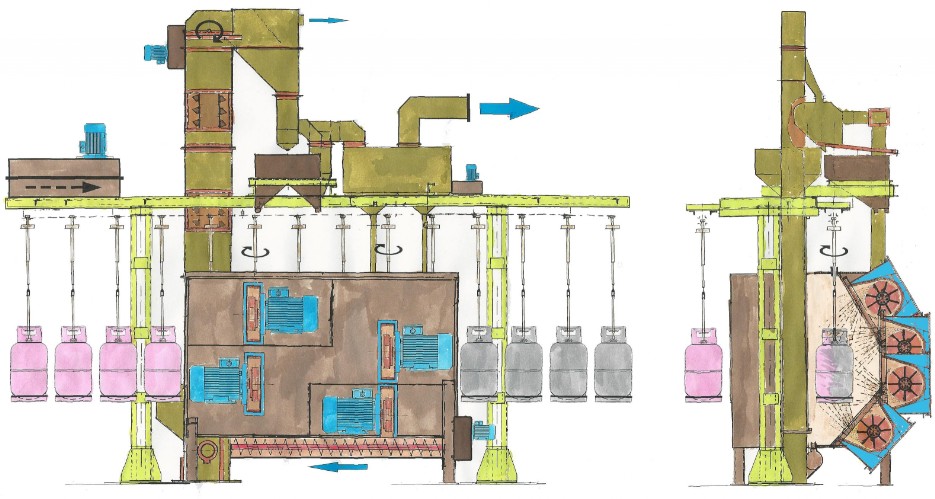
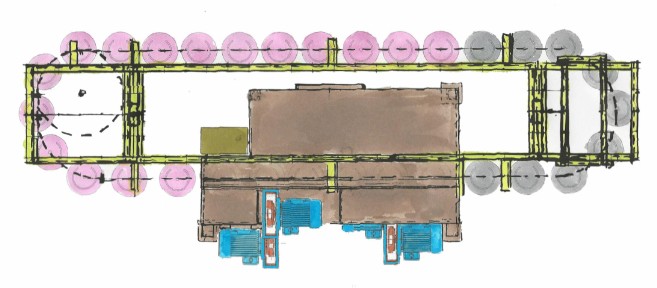
- LINIA DO ŚRUTOWANIA BUTLI 11kg i TURYSTYCZNYCH składająca się z dwóch automatycznych śrutownic wirnikowych, zaprojektowanych pod kątem czyszczenia butli gazowych 11kg i turystycznych. Śrutownice wyposażone są w 4 wirniki (turbiny) 5,5kW każda oraz magazyn automatyczny na 30 sztuk butli, układ wentylacyjny z filtrem końcowym i separatorami czyszczącymi śrut z obitej farby.

Zaprojektowana i wykonana przez nasz zakład automatyczna linia do śrutowania butli gazowych.
Specjalnie dobrane parametry czyszczenia chroniące ścianki butli przed rozbijaniem pozwalają uzyskać maksymalne efekty.
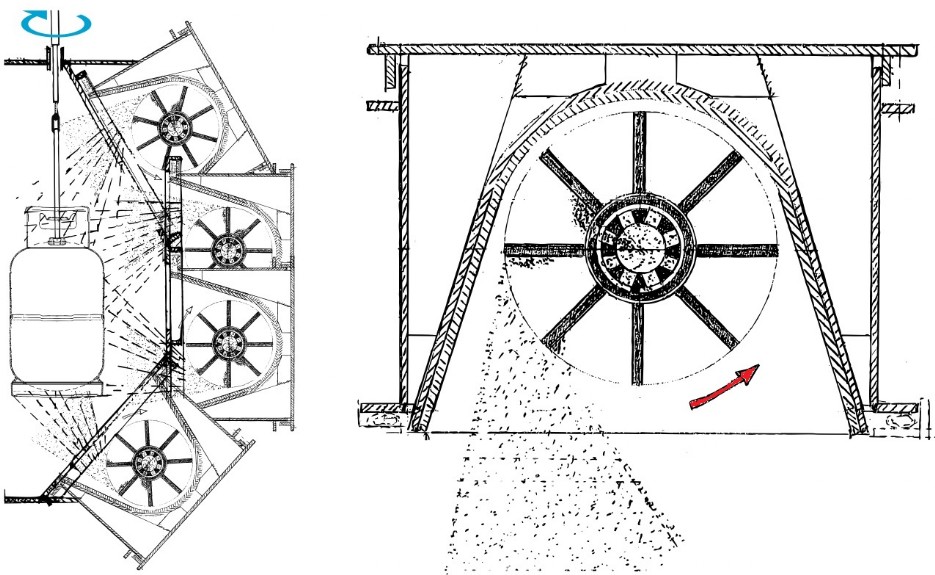
Schemat pokrycia śrutowanej butli i zasada działania wirnika rzutowego śrutu.
- GNIAZDO DO ŚRUTOWANIA BUTLI PRZEMYSŁOWYCH 30-33KG wyposażone w śrutownicę wirnikową poziomą do butli przemysłowych oraz wózki do transportu śródoperacyjnego.
- AUTOMATYCZNA LINIA DO MALOWANIAPROSZKOWEGO BUTLI 11KG i TURYSTYCZNYCH


- AUTOMATYCZNA LINIA DO MALOWANIA PROSZKOWEGO BUTLI 30-33KG i ELEMENTÓW RAMOWYCH

AUTOMATYCZNA LINIA DO MALOWANIA PROSZKOWEGO BUTLI 30-33KG i ELEMENTÓW RAMOWYCH składająca się z lakierniczego transportera podwieszanego , automatycznej kabiny lakierniczej wyposażonej w 5 pistoletów automatycznych GEMA, dwa manipulatory, obrotnicę butli, cyklonowy odzysk proszku z filtrem końcowym oraz gazowy przelotowy piec polimeryzacyjny o mocy 220kW.

- LINIA DO BADAŃ OKRESOWYCH BUTLI

LINIA DO BADAŃ OKRESOWYCH BUTLI (zgodnie z normą PN-EN 1440) składająca się ze stanowiska, na którym przeprowadzane są oględziny zewnętrzne i rewizja wnętrza butli. Odbywa się identyfikacja butli oraz badany jest stan techniczny gwintu szyjki. Sprawdzany jest ubytek masy butli, a na stanowisku komputerowym prowadzona jest rejestracja badań i sporządzana dokumentacja. Dalej znajdują się dwa stanowiska do hydraulicznych prób wytrzymałościowych ( po 6 sztuk butli każde ), na których przeprowadzane są próby ciśnieniowe ( 25 lub 30 Bar). Po przejściu pozytywnie wszystkich badań butle znakowane są zgodnie z ADR.
- LINIA TAROWANIA BUTLI i MONTAŻU ZAWORÓW
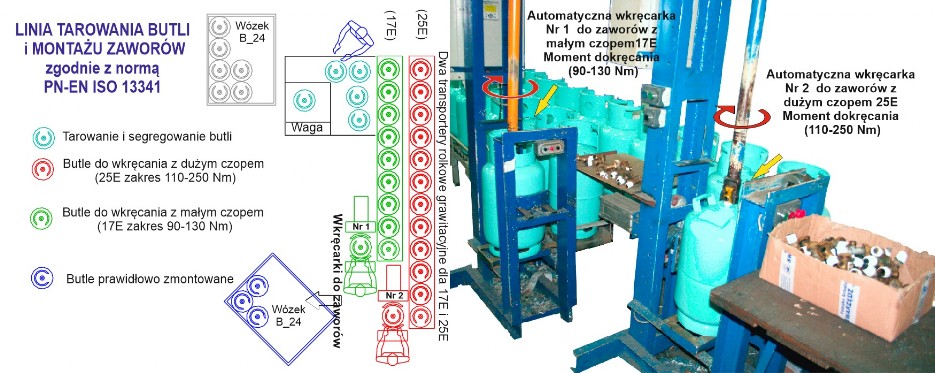
LINIA TAROWANIA BUTLI i MONTAŻU ZAWORÓW składająca się ze stanowiska tarowania, opisywania i segregacji butli, wyposażonego w precyzyjną wagę, dwa rolkotoki grawitacyjne, jeden dla butli z dużym czopem (25E), a drugi dla butli z małym czopem (17E), zakończonymi automatycznymi wkręcarkami z monitorowaniem momentu wkręcania i odpowiednio wyskalowanym momentem dla dużego (25E zakres 110-250 Nm) i małego czopa (17E zakres 90-130 Nm) zgodnie z normą PN-EN ISO 13341. Ponieważ butle mają dwa rodzaje gniazd zaworowych tzw. mały i duży czop, różniących się znacząco średnicą i momentem dokręcania, stosowanie jednego kanału montażu zaworów może powodować pomyłki i nieść za sobą poważne konsekwencje związane z bezpieczeństwem. Zakład nasz uznał, że konieczne jest zastosowanie dwóch kanałów montażu zaworów, oddzielnych dla każdego rodzaju czopa, aby wyeliminować pomyłki i zapewnić maksymalną pewność i najwyższą jakość tej operacji.

- GNIAZDO KONTROLI STANU TECHNICZNEGO ZAWORÓW – zawory wykręcone z butli podczas procesu renowacji, aby można było ponownie zamontować w butlach, muszą być poddane kontroli zgodnie z normą PN-EN 14912.

- GNIAZDO PŁUKANIA WYSOKOCIŚNIENIOWEGO BUTLI DO NAPĘDU WÓZKÓW WIDŁOWYCH - kilkuletnia eksploatacja butli, zwłaszcza napełnianych gazem niespełniającym norm, powoduje odkładanie się na ściankach butli osadów. Problem jest znany mechanikom, którzy okresowo oczyszczają parowniki silników wózków widłowych z osadów blokujących działanie mechanizmów redukcyjnych. Odpowiadając na potrzeby rynku, opracowaliśmy technologię płukania wnętrza butli na podstawie własnych doświadczeń w czyszczeniu zbiorników stacji autogazu. Składa się ona z trzech kluczowych etapów:
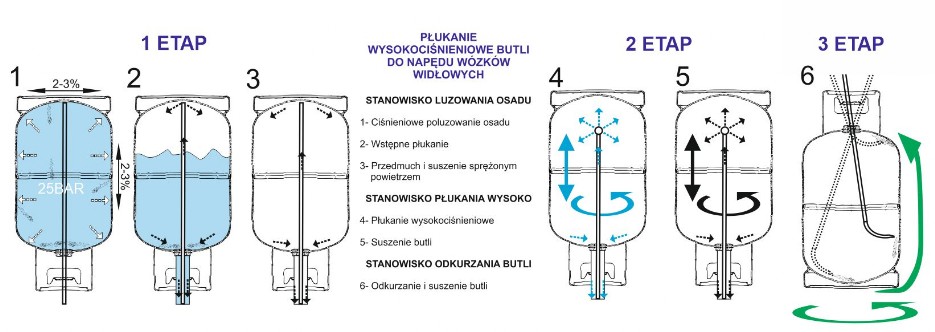
1 etap - ciśnieniowe poluzowanie osadu ze wstępnym płukaniem i przedmuchem;2 etap - płukanie wysokociśnieniowe (240Bar) na specjalnie skonstruowanym i zaprogramowanym urządzeniu, wprawiającym butle w ruch obrotowy;3 etap – odkurzanie wnętrza butli i suszenie końcowe.
NOTA:Okresowe płukanie butli znacząco zmniejsza ilość osadów odkładających się w parownikach i wydłuża żywotność membran i zaworów regulacyjnych parowników.
- GNIAZDO ZAGAZOWYWANIA BUTLI I SPRAWDZANIA SZCZELNOŚCI – na życzenie klienta wykonujemy zagazowywanie i badanie szczelności butli i zaworów.


